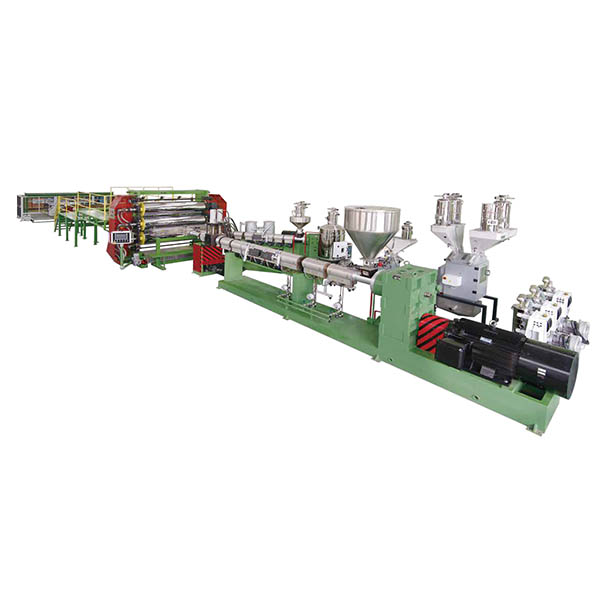
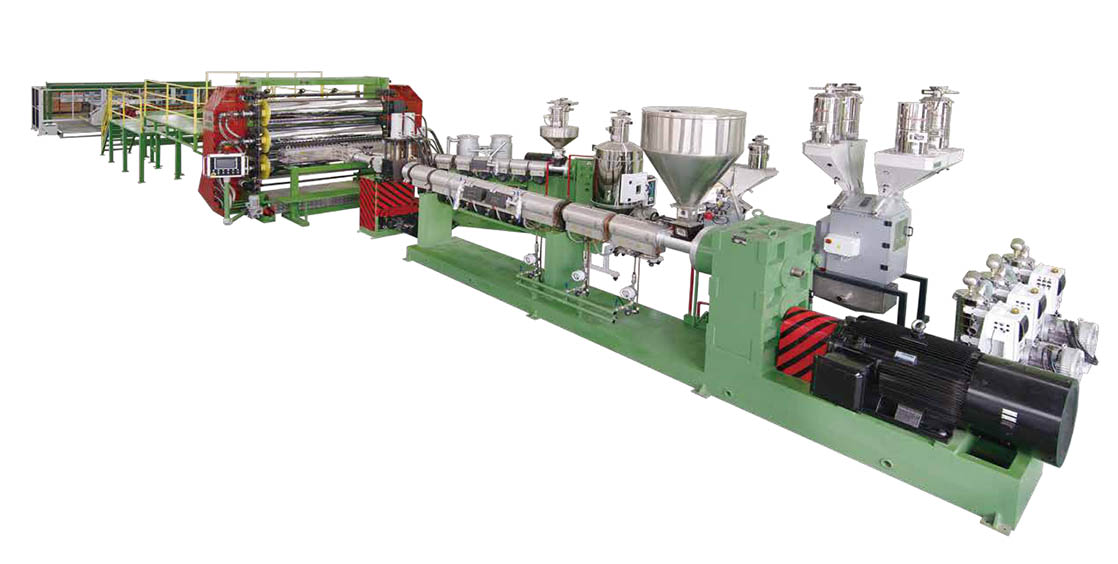
HDPE Thermoforming Plate Extrusion lína
Jwell útvegar háþróað extrusion kerfi, það er hentugur til að framleiða HMW-HDPE efni sem hefur lágt MFI og hár styrkleika í plötu, plöturnar eru aðallega notaðar til að framleiða sjálfvirkt flutningsbretti, pallbíll, hlíf á vörubíl, andstæðingur rigningu hlíf o.s.frv. Plataþykktin getur minnkað meira en 30% þegar hún hefur sama höggstyrk, það dregur úr framleiðslukostnaði fyrir framleiðendur. Plötuþykkt 2-12mm, breidd 2000-3000mm.
Helstu tækniforskriftir
|
Fyrirmynd |
Vörubreidd (mm) |
Vöruþykkt (mm) |
Afkastageta (kg/klst.) |
|
JW130+JW70 |
2200 |
1,5-12 |
600-700 |
|
JW150+JW90 |
2600 |
1,5-12 |
800-900 |
Athugið: Forskriftirnar geta breyst án fyrirvara.
Vörumyndaskjár




Sendingarkerfi
Hlutverk drifkerfisins er að keyra skrúfuna og veita togi og hraða sem skrúfan krefst í útpressunarferlinu. Það samanstendur venjulega af mótor, afrennsli og legu.
Hita- og kælibúnaður
Upphitun og kæling eru nauðsynleg skilyrði til að plastpressunarferlið geti átt sér stað.
1. Extruderinn notar venjulega rafhitun, sem er skipt í viðnámshitun og framkallahitun. Hitaplatan er sett upp í líkama, háls og höfuð. Hitabúnaðurinn hitar plastið í strokknum að utan til að hækka hitastigið til að ná því hitastigi sem þarf til vinnslunnar.
2. Extruder kælibúnaðurinn er stilltur til að tryggja að plastið sé á hitastigi sem ferlið krefst. Nánar tiltekið er það til að útiloka umframhitann sem myndast við klippingarnúninginn af völdum skrúfasnúnings, til að koma í veg fyrir að hitastigið sé of hátt til að plastið brotni niður, sviðni eða lögun erfitt. Tunnukælingunni er skipt í tvær tegundir: vatnskælingu og loftkælingu. Almennt eru litlir og meðalstórir extruders hentugri fyrir loftkælingu og stórir eru að mestu vatnskældir eða sameinaðir tvenns konar kælingu.





